社史(100年のあゆみ)
1920年代 創業とねじ製造への挑戦
大正時代、日本は空前の好景気に沸いていた中、佐藤義明は福島県から上京しました。印刷会社に就職し画家を志していましたが、旋盤工として経験を積んだ後、1921年(大正10年)、東京都港区で「武田製作所」を立ち上げ、当初はガスや水道用のバルブを製造していました。
職人頼みのバルブ製造から脱却を図り、大量生産が可能な「ねじ」に着目した義明は、自らねじ製造用の自動旋盤を開発しました。さらにアメリカ製クリーブランド自動旋盤を購入して改良を重ね、独自の機械開発に成功しています。
1924年(大正13年)に工場を白金三光町に移転。この地域には電機、機械などの町工場や鋼材、地金商が集まっており、ビジネス環境として適していました。妻の実家からの支援を受け、この頃に屋号を「佐藤螺子製作所」に変更しました。
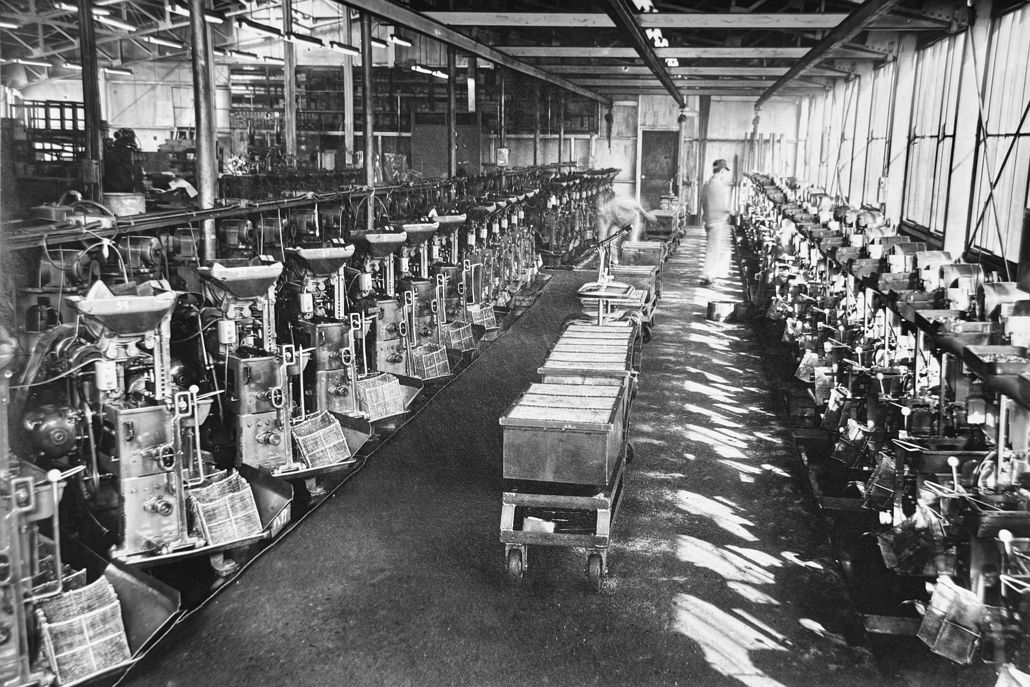
この時期、ラジオブームにより3ミリから4ミリの小ねじの需要が急増しました。ドイツ製インデックスオートマチック社の自動ねじ切り盤を導入し、1分間に60個という高速生産を実現しています。業界トップクラスの生産体制を築き上げ、1920年代の終わりまでに、ねじ業界における革新的企業としての地位を確立しました。

創業者 佐藤義明の生家
1930年代 自動車産業への進出と軍需化への対応
1930年代に入り、当社は新たな成長の機会を見出していきました。1931年(昭和6年)、義明は発足間もない自動車産業に着目し、現在の日産自動車(当時のダット自動車製造)との取引交渉を開始します。品質試験に合格し、取引が始まりましたが、これが新たな課題を生むことになりました。
日産自動車で使用されるねじの仕様は標準化されておらず、アメリカのシステムを丸ごと導入していたため、当社も機械から材料まで一式をアメリカから取り寄せる必要がありました。特に、油やフリーカッティングスチールといった消耗品の継続的な輸入に苦心しましたが、試行錯誤の末、フリーカッティングスチールの国内生産に成功。安定した供給体制を確立しました。
1935年(昭和10年)には、「八雲航空工業株式会社」に社名を変更し、航空関連産業へも進出。この新たな社名は、航空技術に関する当社の意欲を反映したもので、業界における信頼と技術力を一層強化することとなりました。
しかし、1937年(昭和12年)の日中戦争を機に、当社を取り巻く環境は大きく変化し、自動車産業への本格参入と技術革新を進める一方で、次第に戦時体制へと移行していく時代でもありました。

1933年第二工場竣工
1940年代 戦時下の苦難から復興への道のり
1940年代に入り、戦況の悪化とともに、当社の経営環境も厳しさを増していきました。機械や工具、材料など、あらゆる面に戦争の影が忍び寄り、自動車部品の生産も制限を受けるようになっていました。
この危機を乗り切るため、義明は海軍省との関係を築き、機関砲の信管製造を開始しました。材料の配給制という制約の中、モーターを売却する条件でベンチレースを入手し、生産体制を確立。1943年(昭和18年)には社名を「八雲航空工業」と変更し、ロケット局地戦闘機「秋水」のフラップも手がけるようになりましたが、いよいよ日本は戦争一色となり、工場の若い男性たちの多くが出征し、残されたのは20歳以下の工員と女子学生のみとなっていきました。
終戦後、ねじの需要が激減する中、福島県と山形県の工場で煙管やパン焼き器、ナメコの缶詰など、様々な製品を手がけました。1947年(昭和22年)、義明は本業への回帰を決意し、五反田に新工場を開設。ヘッダー、プレス、自動旋盤、ターレットレースを備え付け、冷間圧造と切削加工の両方が可能な生産体制を整えました。こうして当社は、戦後の混乱期を乗り越え、次の時代への一歩を踏み出すこととなりました。

秋水(Wikipediaより引用)
1950年代 技術革新と自動車産業の成長
1950年(昭和25年)、朝鮮戦争特需を契機に日本経済は復興への足がかりを掴みました。海外のカタログを参考に圧造ナットの製造を開始し、日本で最初の圧造ナットが商品化されましたが、初期の機械は機能的に十分ではなく課題を抱えていました。
義明は「新しい技術の開発こそが、戦後の日本にとって大切なものだ。今や冷間で鋼をつぶし作らなければならない時代である」との信念のもと、アメリカで実用化されていたコールドナットフォーマーの研究に取り組みました。
1952年(昭和27年)に朝鮮戦争が終結し、一時的に自動盤による切削ナットや特殊ボルトの製作に注力しましたが、1956年(昭和31年)、再び冷間圧造ナットの開発に本格的に取り組み、同年12月には遂にその製造に成功し、1957年(昭和32年)には生産能力増強のため、旧蒲田工場跡地に新たな工場を建設・移転しました。
この技術革新により、コスト削減と品質向上を同時に実現することができ、特にその精密な技術力が高く評価され、1956年(昭和31年)に本田技研工業との取引が開始されることとなりました。同年、『もはや戦後ではない』と経済白書がうたう中、当社は自動車産業の発展を支える重要な部品メーカーとしての地位を確立していきました。

国産ナットフォーマーの第1号機
1960年代前半 モータリゼーションに応じた生産力の強化と市場対応
1960年代に入り、日本は高度経済成長期の只中にありました。この時期、当社にとって特に大きな転換点となったのが本田技研工業との取引拡大でした。当社の高品質なボルトやナットは、技術力を最大のセールスポイントとする本田技研のニーズと完全に一致し、その品質の高さは、マン島のTTレースで使用されるほどの信頼を得るまでになりました。
急増する需要に応えるため、1963年(昭和38年)には代理店を活用した新たな営業改革を実施し、代理店優先納入主義を確立しました。この改革は大きな成果を上げ、翌年には取扱量が40パーセント増、さらにその翌年には58パーセント増という大幅な成長を達成しました。
生産面でも、24時間稼働体制による安定的な生産と供給体制を整え、拡大する需要に確実に応えることができるようになりました。
この頃、自動車の普及が急速に進む中、当社でも本田技研の軽乗用車N360を4台用意し、通勤利用を条件に社員への貸し出しを始めました。この取り組みには80名もの応募があり、社員の間での大きな反響を通じて、当社も本格的な自動車社会の到来を実感することとなりました。

ナショナル方式のナットホーマー
整然としたタッピングマシン
1960年代後半 嵐山工場の開所と経営体制の刷新
生産拠点の拡充が急務となる中、1966年(昭和41年)、当社は蒲田工場の地に本社を落成させました。六角形を取り入れた斬新なデザインは、ねじメーカーらしい個性的な建物として評判を呼びました。
しかし、本田技研工業をはじめとする取引先からの注文は日を追うごとに増加し、蒲田の工場だけでは生産が追いつかない状況となっていました。また、24時間操業による騒音問題も深刻化しており、新たな生産拠点の確保が必要となりました。こうした背景から、1968年(昭和43年)、埼玉県嵐山町に嵐山工場を開設しました。
そして1969年(昭和44年)には佐藤義朗が第2代社長に就任し、創業者である佐藤義明は会長に就任しました。この新たな体制の下で、企業の基盤をさらに強化し、当社は更なる発展への歩みを進めることとなりました。

正面が六角形の新社屋
1970年代 オイルショックと新たな成長戦略
1970年代、日本は2度のオイルショックに直面し、当社も材料価格の高騰や不足に苦しむなど、経済的に不安定な時代を迎えました。特に1974年(昭和49年)の第一次オイルショック後の状況下で、当社は新たな成長戦略を模索することとなります。
製品開発では、1971年(昭和46年)に緩み止め機能を持つ「タフロックナット」を製品化、自動車産業に広く採用されました。これは高速走行時のマフラー脱落問題を、タフロックナットにクローム浸透加工を施すことで解決したものです。
また、1978年(昭和53年)には、M32シーリングボルト製造のための「SR転造盤(インラインスレッダー)」を開発し、ねじの傾き・倒れ問題を解決して当社の主力製品となりました。
生産能力の強化を図るため、1974年(昭和49年)には埼玉県児玉町に児玉工場の建設を開始しました。この時期には横型自動油圧プレスやコールドホーマー国産3号機、さらに4~7号機(1976年~1979年)の製造・導入も進められました。
さらにこの時期、「株式会社サトーラシ」に商号を変更し、新たな企業イメージとともに事業の拡大を図りました。

児玉工場の開設
1980年代 国際化と品質管理の進展
自動車産業が世界的に拡大する中で、当社もその波に乗り、品質管理の徹底とコスト削減を通じて国際競争力を高めることを目指し国際市場への進出を積極的に推し進めました。
まず1980年(昭和55年)、本社第2工場を嵐山工場に移設し、生産拠点の集約と効率化を図りました。この移設により、生産ラインの合理化と物流コストの削減を実現し、増大する需要に対してより柔軟に対応できる体制が整いました。
その後、1986年(昭和61年)にはCAD(コンピュータ支援設計)を導入し、設計精度と効率を向上させました。これにより、新製品の設計期間が大幅に短縮され、顧客のニーズに迅速に対応できる体制を整えました。
さらに1988年(昭和63年)、グローバル展開の第一歩として、アメリカのインディアナ州にKFC(Key Fasteners Corporation)を設立し、初の海外製造を開始しました。これによりアメリカ市場での競争力が強化されました。

現在のKFC
1990年代 グローバル化に向けた品質管理体制の確立
1990年代に入り、自動車産業のグローバル化が加速する中、当社は国際競争力の強化に向けた取り組みを本格化させました。その一環として、品質管理体制の国際標準化を推進し、1996年(平成8年)にはISO9001認証を取得しました。この認証取得により、品質管理の国際基準を満たす企業としての地位を確立し、グローバルな顧客からの信頼を一層強化することができました。
こうした品質管理体制の強化と並行して、生産体制の効率化も進めました。1997年(平成9年)には本社工場と児玉工場の統合・集約を実施し、生産効率の向上とコスト競争力の強化を実現しました。この統合により、設備投資の最適化と物流コストの削減を達成するとともに、生産ラインの集約を通じて品質管理体制をさらに強化することができました。
また、この時期にはIT革命の波が産業界に押し寄せており、当社も生産管理システムのデジタル化や設計プロセスの電子化を積極的に推進し、次世代のものづくりに向けた基盤づくりに着手しました。
2000年代 グローバル化と環境対応
2000年代に入り、当社はさらなるグローバル化を推進し、新興国市場への進出を強化しました。世界的な自動車需要の増加に対応するため、まず2000年(平成12年)、タイに合弁会社OST(OHASHI SATO THAILAND CO., LTD.)を設立しました。この合弁会社はオーハシテクニカと当社の共同出資によるもので、東南アジア市場でのシェア拡大とともに、現地における製造と供給の効率化を図りました。これにより、地域に根ざした迅速な対応とコスト削減を実現し、競争力を強化しました。
この時期、経営体制も大きく変革を遂げました。2001年(平成13年)には、増山敬芝が第3代社長に就任し、2代目である佐藤義朗が会長に就任しました。増山の就任は、創業者の精神を引き継ぎながらも新たな経営戦略を推し進める転換期となりました。
その後、2005年(平成17年)7月には佐藤義則が第4代社長に就任しました。佐藤義則のリーダーシップのもと、新たな経営体制が整備され、企業のさらなる発展と持続可能な成長を目指して取り組みが強化されました。
こうした経営体制の刷新と並行して、生産体制の強化も進められ、2008年(平成20年)には児玉本部棟および児玉第3工場が完成し、生産能力のさらなる向上と効率化が実現されました。加えて同年、新技術の開発や社員教育の充実を図るため、テクニカルセンターを開校し、技術開発の基盤を強化しました。

2000年 タイに設立した合弁会社OST
2010年代 技術革新と新たな挑戦
2010年代に入り、当社はさらなるグローバル展開を加速させました。2012年(平成24年)、新たな世界戦略の一環として、インドの有力企業であるボルト・ナットメーカー「プージャフォージ社」と合弁会社SPF(Sato Pooja Fasteners Private Limited)を設立しました。当社の技術力とプージャフォージ社の生産力を組み合わせることで、より高品質なファスナーの製造を実現し、国際的な市場競争力を一層強化しました。
このグローバル展開に並行して、品質管理体制の国際標準化も推進し、2013年(平成25年)には、ISO/TS16949の認証を取得しました。この認証により、国際的な品質基準を満たした製品の製造体制が整備され、自動車メーカーへの信頼性をさらに向上させることができました。
2020年代 持続可能な未来への歩み
2020年代(令和2年以降)に入ると、当社は新たな課題に直面することとなりました。新型コロナウイルスの世界的な感染拡大により、サプライチェーンが大きく混乱する中でも、当社は柔軟な対応を行い、供給体制を維持することに成功しました。この過程で、デジタル技術やWeb会議システムを積極的に活用し、業務効率を向上させるとともに、社員の安全と健康を最優先に考えた経営を実践しました。
さらに、この時期は持続可能な社会の実現に向けた取り組みの重要性が増す中、当社もカーボンニュートラルを経営の重要課題と位置づけ、製造工程の見直しと再生可能エネルギーの導入に積極的に取り組んでいます。